دستگاه های برش اغلب در صنعت پردازش ورق فلز استفاده می شود. عمل برشی به ظاهر ساده در واقع شامل ترفندهای زیادی است، از مراحل تنظیم شکاف تیغه گرفته تا تکنیک های تنظیم برای مواد مختلف و حتی انتخاب تیغه ها. در رابطه با کیفیت برش، در ادامه محتوای مربوط به تنظیم شکاف تیغه برش را از جنبههای مختلف به تفصیل معرفی میکند.
چرخ دستی تنظیم شکاف تیغه: (دستگاه برش پرتو نوسان هیدرولیک)

تنظیم برقی فاصله لبه تیغه (دستگاه برش گیوتین هیدرولیک)

ترخیص تیغه قیچی های مختلف
دستگاه برش پرتو چرخشی مجهز به مکانیزم تنظیم شکاف تیغه سریع است که می تواند شکاف تیغه را که برای برش مناسب است با توجه به ضخامت و مواد مختلف صفحه تنظیم کند و مجهز به جدول پارامتری دقیق برای انتخاب مرجع است و برش رضایت بخشی را به دست می آورد. کیفیت از طریق شکاف تیغه مناسب. با چرخش ستون ابزار، زاویه برش و شکاف برشی قیچی تیر تابشی تغییر می کند.
راهنمای غلتک های سه نقطه ای را اتخاذ کنید، از طریق نیروی وارد شده به غلتک جلویی توسط فنر پاپیلیوناسه، پرتو برش با دو غلتک پشتی ارتباط محکمی برقرار می کند. هنگام برش، سیستم به صورت الکتریکی شکاف لبه چاقو را با توجه به نیازهای ورق های مختلف تنظیم می کند تا کیفیت برش بهتری به دست آورد.

تفاوت در تنظیم شکاف تیغه
دستگاه برش پرتو چرخشی عملکرد تنظیم دستی شکاف تیغه را دارد، فقط دسته را بچرخانید. قیچی گیوتینی عملکرد تنظیم الکتریکی شکاف تیغه را دارد که می تواند راحت تر و دقیق تر از طریق سیستم تنظیم شود که برای به دست آوردن کیفیت برشی بهتر مفید است.

| مراحل تنظیم شکاف تیغه |
| 1. تیغه پایینی را بردارید و آن را تکه تکه تمیز کنید |
| 2. تیغه را می توان در هر چهار طرف استفاده کرد و یک طرف انتخاب شده محکم نصب می شود. و صاف بودن تیغه را در جهت افقی و عمودی بررسی کنید. |
| 3. تیغه بالایی ثابت است و قابل تنظیم نیست. شکاف تیغه برشی را با تنظیم تیغه پایینی تنظیم می کنیم. |
| 4. پیچ های چپ و راست تیغه پایینی را برای افزایش فاصله معمولاً در بیرونی ترین سمت پیدا کنید. |
| 5. دو پیچ تنظیم را در سمت چپ و راست تیغه پایینی پیدا کنید که تیغه پایینی را فشار می دهد تا شکاف را کم کند. مهره های پشتیبان قفل شده روی آنها وجود دارد. به طور کلی، در داخل. |
| 6. چهار پیچ چپ و راست میز تیغه پایینی را باز کنید |
| 7. تیغه بالایی با چرخش دستی به موقعیت مناسب پایین می آید و اپراتور برای شروع تنظیم به قسمت خالی شدن دستگاه برش می رود. |
| 8. از یک حسگر استفاده کنید تا تقریباً 0.5 میلی متر از قسمت خالی تیغه های بالا و پایین دست چپ تنظیم شود. |
| 9. چرخش دستی باعث می شود که تیغه به سمت وسط حرکت کند و تقریباً 0.5 میلی متر تنظیم شود. |
| 10. چرخش دستی باعث می شود که تیغه به سمت بالا حرکت کند، جایی که چاقوهای بالایی و پایینی جدا نشده اند. موقعیت وسط تقریباً روی 0.5 میلی متر تنظیم شده است. |
| 11. تیغه بالایی را به صورت دستی در موقعیت مناسب بچرخانید و تنظیم دقیق را شروع کنید. |
| 12. از سنج حسگر برای تنظیم دقیق موقعیتی استفاده کنید که تیغه های بالایی و پایینی دست چپ گاز نمی گیرند تا زمانی که سه سیم سنج حسگر وارد پنج سیم شوند. |
| 13. تیغه را به صورت دستی تا موقعیت وسط بچرخانید و تنظیم دقیق را شروع کنید تا زمانی که سنج حسگر بتواند وارد سه سیم شود و پنج سیم نتواند وارد شود. |
| 14. به صورت دستی تیغه را تا جایی که چاقوهای بالایی و پایینی در سمت راست جدا نشده اند بچرخانید و تنظیم دقیق را شروع کنید تا زمانی که سنج حسگر بتواند وارد سه سیم شود و پنج سیم نتواند وارد شود. |
| 15. هنگامی که لبه برش دستگاه برش تیز است، در صورت وجود سوراخ در لبه ورق برش، می توان فاصله بین تیغه های بالا و پایین را به طور مناسب کاهش داد. |
مشکلات رایج و مهارت های تنظیم چاقو
صفحات فلزی که اغلب با آن مواجه می شوند عبارتند از:
1. صفحات ضخیم بیش از 13 میلی متر.
2. صفحه نازک 0.2 ~ 4 میلی متر.
3. تخته گل.
4. صفحه کشش بالا (معمولاً در ورق فلزی خودرو استفاده می شود).
5. صفحه تیتانیوم
رایج ترین مشکل تیغه، براده شدن یا فرورفتگی ابزار است. در پاسخ به این مشکلات ابتدا باید فاصله بین تیغه های بالا و پایین را مشخص کنیم.
مهارت های تنظیم تیغه ها
هنگام تنظیم تیغه، باید فاصله را از حدود 2 تا 3 میلی متر ضخیم تر از ضخامت صفحه تنظیم کنید. یعنی وقتی میخواهید یک صفحه با ضخامت 5 میلیمتر برش دهید، باید از 7 یا 8 میلیمتر شروع به تنظیم کنید و به آرامی آن را تنظیم کنید، وقتی آن را برش میزنید سطح برش صفحه 1/3 سطح روشن و 2/ را نشان میدهد. 3 سطح مات، که به بهترین اثر برش دست می یابد. جزئیات به شرح زیر است:


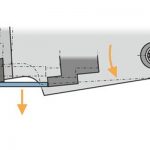
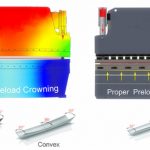
تنظیم شکاف هنگام برش تخته الگو مشکل است و به جای استفاده مستقیم از ضخامت تخته باید از ضخامت ترین ضخامت محاسبه شده از محدب ترین نقطه تخته الگو تنظیم شود. همچنین، برش سمت محدب الگو به صورت رو به پایین می تواند عمر ابزار را افزایش دهد.
علاوه بر این، مواد صفحه باید در نظر گرفته شود، به خصوص در هنگام برش فولاد ضد زنگ. ابزار برش باید تیز، مقاوم در برابر سایش و سخت باشد. بنابراین، تیغه دستگاه برش هیدرولیک باید مورد بحث قرار گیرد. علاوه بر زاویه لبه چاقو و سایر دقت طراحی و تولید، مواد انتخاب شده یک عامل کلیدی بر کیفیت ابزار است.
محصولات مرتبط
 تفاوت بین دستگاه برش گیوتین و دستگاه برش پرتو چرخشی
تفاوت بین دستگاه برش گیوتین و دستگاه برش پرتو چرخشی- بهره برداری و نگهداری ترمز ورق فلزی CNC
- نحوه کار با دستگاه برش گیوتین
- معرفی دستگاه پانچ و برش ترکیبی
- دستگاه برش ورق فلزی هیدرولیک برشی گیوتین QC12
- تعمیر خرابی های رایج دستگاه برش هیدرولیک و تعمیر و نگهداری سیستم مدار روغن
- عیب های رایج و روش عیب یابی برای پرس هیدرولیک چهار ستون
- دستگاه برش فلزی گیوتین هیدرولیک ورق فولادی ضد زنگ
- نحوه جبران انحراف برای خم کن ورق فلزی CNC
- دستگاه برش گیوتین هیدرولیک QC11Y