| دستگاه برش گیوتین | دستگاه برش پرتو تاب | |
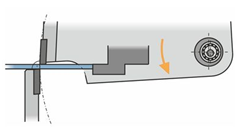
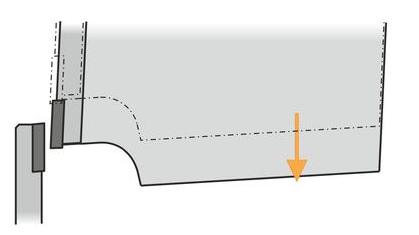
| جهت حرکت پرتو | پرتو بالایی مستقیم حرکت می کند | پرتو نوسان با تیغه بالایی در یک قوس دایره ای حرکت می کند |
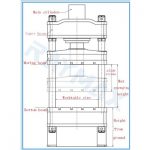
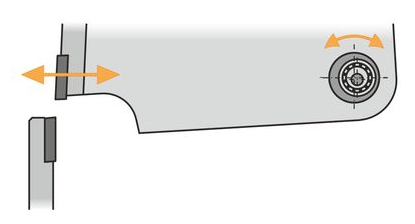
| نگهدارنده تیغه | نگهدارنده تیغه دستگاه برش گیوتین به صورت عمودی و خطی نسبت به لبه تیغه پایینی حرکت می کند تا اطمینان حاصل شود که ورق برش با صافی کم و دقیق تر پیچ خورده و تغییر شکل داده است. | بدنه نگهدارنده تیغه دستگاه برش تیر چرخان منحنی است و از تماس نقطه قوس برای اطمینان از صاف بودن مواد برش داده شده استفاده می کند. |
| نفوذ تیغه بالایی | تیغه بالایی با یک افست (ترخیص تیغه) به تیغه پایینی به مواد نفوذ می کند. ● خط برش شکسته مورب. ● فرز بزرگتر به خصوص زمانی که تیغه ها تیز نیستند.
| تیغه بالایی به ورق فلزی بالای تیغه پایینی نفوذ می کند. ● برشهای راستزاویه تمیز و تقریباً بدون فرز.
|
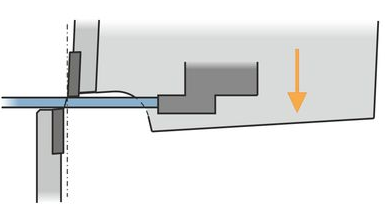
| تیغه بالا و پایین | ● وقتی فاصله تیغه کم است، تیغه های بالایی و پایینی به یکدیگر می سایند، بنابراین تیغه ها کدر می شوند. ● تغییرات مکرر تیغه مورد نیاز است.
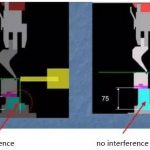
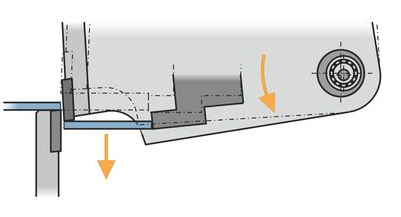
| ● برش با حرکت چرخشی تیر تاب ایجاد می شود. پس از برش، تیغه بالایی از تیغه پایینی دور می شود. از گیر کردن قسمت خالی بین تیغه پایین و پشتی جلوگیری می کند. ● نیازی به تعویض مکرر تیغه نیست.
|
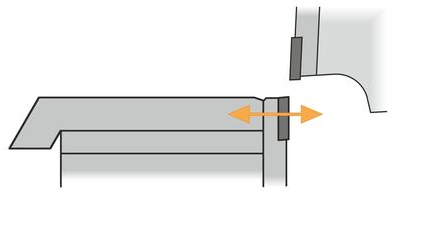
| تنظیم فاصله تیغه | ● تنظیم فاصله زمانی خسته کننده و پرهزینه با تغییر موقعیت جدول برشی. ● توقف طولانی مدت. ● اغلب در کیفیت برش مصالحه می کند.
| ● فاصله تیغه را می توان به سادگی با چرخاندن شکاف برش به صورت غیرعادی تنظیم کرد. ● زمان راه اندازی کوتاه. ● تنظیم خودکار در دستگاه های با ظرفیت بالاتر.
|
| نمای مقطعی تیغه | مربع | شکل چهار ضلعی الماسی شکل |
| مسیر حرکت تیغه | تیغه به صورت عمودی حرکت می کند | هنگام برش صفحه، تیغه با یک قوس خفیف حرکت می کند. |
| صفحات تیغه تعویض می شوند | چهار صفحه تیغه قابل تعویض است. | دو صفحه تیغه را می توان به جای هم استفاده کرد. |
| ثبات | هنگامی که دستگاه در حال کار است، سیلندرهای روغن در هر دو انتها، تیغه بالایی را به سمت بالا و پایین حرکت خطی، با پایداری قوی هدایت می کنند. | هنگامی که دستگاه کار می کند، سیلندرهای روغن در دو انتها تیغه بالایی را به سمت بالا و پایین حرکت می دهند. بنابراین، پایداری به خوبی قیچی گیوتین نیست. |
| ضخامت تخته های برش | دستگاه برش گیوتین هیدرولیک برای برش تخته های بیش از 10 میلی متر مناسب است. | دستگاه های برش پرتو چرخشی برای برش صفحات نازک زیر 10 میلی متر (از جمله 10 میلی متر) مناسب هستند. |
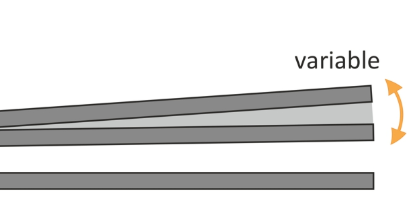
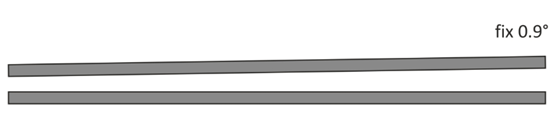
| زاویه برش | زاویه برش دستگاه برش گیوتین قابل تنظیم است. | زاویه برش دستگاه برش تیر تاب ثابت است و قابل تنظیم نیست. |
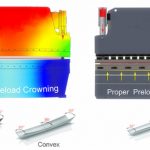
| برش می دهد | برش های پیچشی دستگاه های برش گیوتین هیدرولیک از زاویه چنگک متغیر استفاده می کنند. زاویه چنگک کم برای مواد نازک. زوایای چنگک بالا برای مواد ضخیم تر. ماشین ها را می توان سبک تر ساخت. نتایج قطعات پیچ خورده با نوارهای باریک است.
| برش های بدون پیچ و تاب برش تیرهای چرخشی نیاز به طراحی برشی سواری دارد. دلیل آن زاویه چنگک کم است که راه حلی برای هر ضخامت ماده است. زاویه چنگک کم باعث می شود که قطعات بدون پیچ و تاب با ضخامت ورق حدود 10-15 برابر شروع شوند.
|
محصولات مرتبط
 نحوه تنظیم شکاف تیغه دستگاه برش هیدرولیک
نحوه تنظیم شکاف تیغه دستگاه برش هیدرولیک- بهره برداری و نگهداری ترمز ورق فلزی CNC
- دستگاه برش گیوتین هیدرولیک QC11Y
- نحوه کار با دستگاه برش گیوتین
- تعمیر و نگهداری روزانه دستگاه برش لیزر فیبر CNC
- تعمیر و نگهداری دستگاه پرس هیدرولیک پاور
- نحوه انتخاب قالب مناسب ماشین خم کن پرس بریک
- قالب های پرس بریک از چه چیزی ساخته شده اند؟ ابزار پرس بریک چیست؟
- نحوه جبران انحراف برای خم کن ورق فلزی CNC
- دستگاه برش گیوتین هیدرولیک E21S