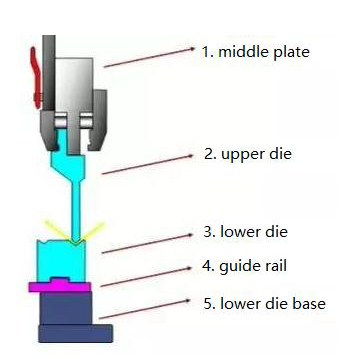
قالب پرس بریک چیست؟
قالب های پرس بریک ابزاری است که توسط پرس بریک برای تشکیل یک ورق فلزی استفاده می شود. این ابزار از قسمت های مختلفی تشکیل شده است و ابزارهای مختلف از قسمت های مختلفی تشکیل شده اند.
عمدتاً پردازش شکل قطعات را با تغییر وضعیت فیزیکی مواد تشکیل شده درک می کند. این ابزاری است برای ساختن قسمتی با شکل و اندازه خاص تحت فشار دستگاه پرس بریک.
قالب های پرسی بریک که معمولا استفاده می شود
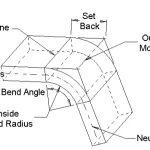
به طور کلی، ارتفاع لبه فلنج L≥3t (t = ضخامت صفحه). اگر ارتفاع لبه فلنجی خیلی کوچک باشد، حتی استفاده از قالب خمشی برای شکلدهی مناسب نیست.
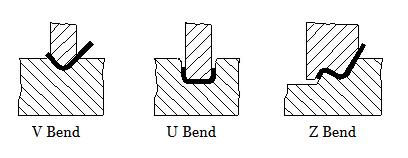
طبقه بندی قالب های پرس ترمز
| نوع پانچ | برنامه اصلی |
| مشت مستقیم | زوایای ساخته شده ≥90 درجه |
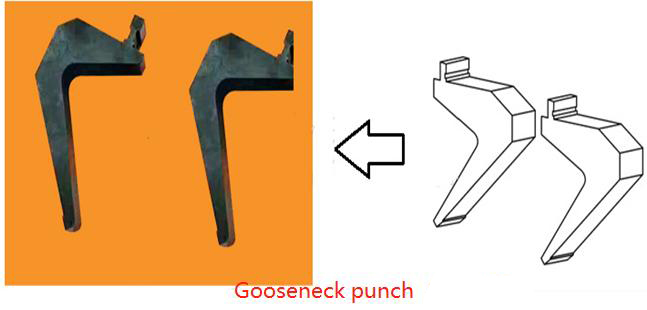
| پانچ گردن غاز | زوایای ساخته شده ≥90 درجه |
| مشت حاد | زوایای ساخته شده ≥30 درجه |
بمیر
| نوع پانچ | برنامه اصلی |
| Sing V die | 1. در حالی که زاویه v = 88 (ref)، قادر به خم کردن زوایای ≥ 90 درجه |
| دای دوبل V | 2. در حالی که زاویه V = 30 درجه (رجوع)، قادر به خم کردن زوایای ≥ 30 درجه |
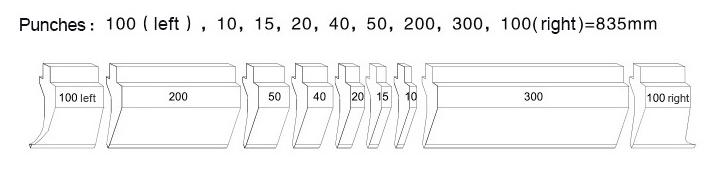
قالب قطعه ترمز را فشار دهید
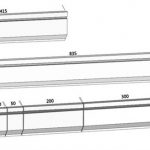
به طور کلی، طول استاندارد پرس بریک پانچ و مجموعه قالب 835 میلی متر است. به منظور خم شدن قطعه کار در طول های مختلف، پانچ و قالب به اندازه های زیر جدا می شوند:
10+15+20+40+50+100+100+200+300=835

مواد پرس بریک قالب
به طور کلی، مواد قالب پرس بریک شامل فولاد T8، فولاد T10، 42CrMo و Cr12MoV.Cr12MoV نیز مواد خوبی هستند. با استفاده از عملکرد را می توان راضی، روند
عملکرد نیز خوب است، اما قیمت بالا خواهد بود.
42CrMo یک فولاد آلیاژی با استحکام بالا با استحکام بالا و چقرمگی قوی است. این می تواند در دمای -500 درجه سانتیگراد کار کند.
نحوه انتخاب پارامترهای پرس ترمز فرمول ارتفاع قالب ترمز فشاری
- Stroke (mm) = نور روز - ارتفاع صفحه وسط - ارتفاع قالب بالایی - ارتفاع قالب پایین (ارتفاع قالب پایین - 0.5V+t)
t = ضخامت صفحه (mm)
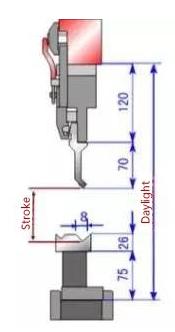
داده شده: نور روز 370 میلی متر، حداکثر ضربه 100 میلی متر
دسترسی: ضربه = 370-120-70-75-(26-0.5*8+t)= (83-t) میلی متر
توجه: 0.5 ولت < حداکثر سکته مغزی
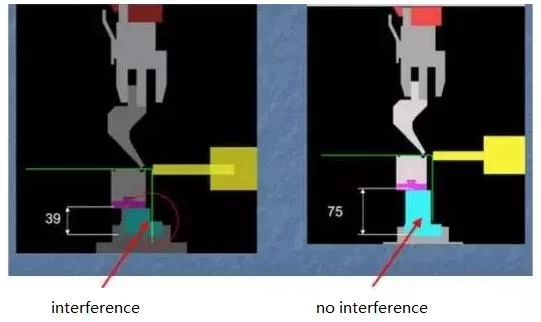
لطفاً توجه داشته باشید که پایه قالب پایینی نیز دارای ارتفاعات مختلف است که برای اهداف ساخت مختلف استفاده می شود. بنابراین هنگام انتخاب پایه قالب پایین این را فراموش نکنید.
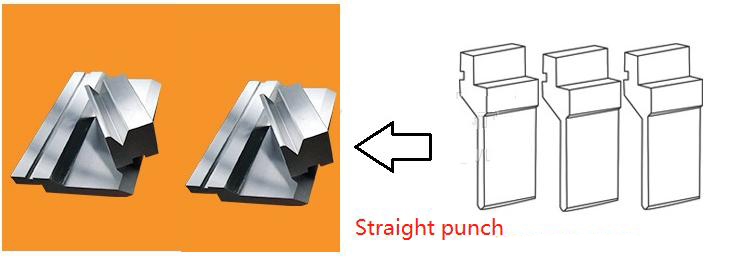
نوع قالب پایین تر
به طور کلی، قالب پایین دارای یک نوع V تک و دو نوع V است که از بین آنها به قالب جدا شده و قالب تمام قد جدا می شود. قالب متفاوت برای هدف ساخت متفاوتی اعمال می شود
با این حال، قالب تک V کاربرد بسیار گسترده تری نسبت به قالب دای دوولت دارد، در حالی که دای جدا شده بیشتر از قالب های تمام قد استفاده می شود.
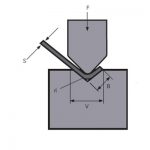
عرض قالب پایین تر، زاویه شیار V
انتخاب شیار V و ضخامت صفحه (T):
| تی | 0.5~2.6 | 3~8 | 9~10 | ≥12 |
| V | 6×T | 8×T | 10×T | 12×T |
زاویه V قالب پایینی با زاویه قالب بالایی برابر است.
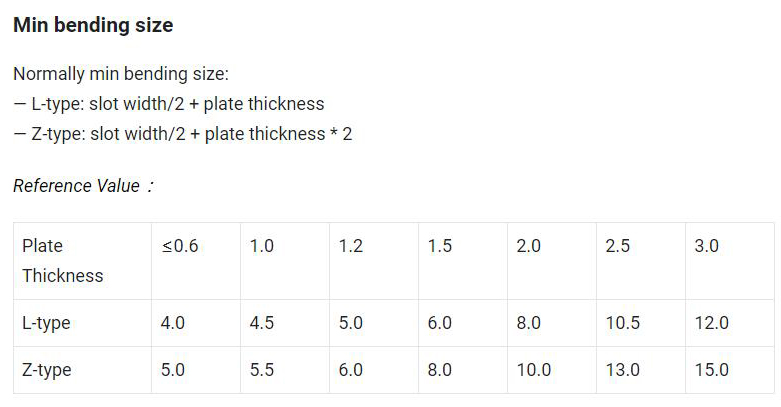
| ضخامت صفحه | ≤0.6 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| عرض قالب | 4 | 6 | 8 | 10 | 12 | 16 | 18 |
به منظور انتخاب قالب کوچک v به منظور خم شدن در برخی موارد خاص، گسترش هر پانچ باید 0.2 میلی متر افزایش یابد.
برای جزئیات بیشتر لطفا با ما تماس بگیرید، ما یک راه حل کامل به شما ارائه خواهیم داد.
محصولات مرتبط
 نحوه محاسبه میزان خمش برای ترمز فشاری
نحوه محاسبه میزان خمش برای ترمز فشاری- چرا یک سیستم جبران را به ماشین خم کن پرس ترمز اضافه کنید؟
- محلول کارآمد خمش صفحات متوسط و ضخیم WILA
- نحوه انتخاب قالب مناسب ماشین خم کن پرس بریک
- نحوه انتخاب تناژ دستگاه پرس ترمز هیدرولیک
- پرس بریک کرونینگ چیست؟
- خرابی های مکانیکی متداول و تعمیر و نگهداری ماشین های خم کننده پرس ترمز
- چند نوع ترمز پرس هیدرولیک
- پرس ترمز 40 تنی چین
- قالب ماشین خم کن ترمز چینی