پانچ/ قالب پرس بریک به قالب های بالا و پایین تقسیم می شود که برای شکل دهی و جداسازی قالب های مهر زنی ورق فلزی استفاده می شود. قالب برای فرم دهی دارای حفره و قالب جداسازی دارای لبه برش است. پانچ / قالب دستگاه پرس بریک تأثیر زیادی بر دقت قطعه کار دارد. در فرآیند خمش، قالب تنها چیزی است که با قطعه کار تماس می گیرد.
قالب های پرس بریک دستگاه خم کن/پرس بریک به شکل L، R شکل، U شکل، Z شکل و غیره است. قالب بالایی عمدتاً 90 درجه، 88 درجه، 45 درجه، 30 درجه، 20 درجه است. زاویه 15 درجه و غیره. قالب پایین دارای یک شیار دوتایی 4 ~ 18 ولت و یک شیار با عرض شیارهای مختلف، و همچنین قالب پایین R، قالب پایین زاویه حاد، قالب مسطح و غیره است.

دقت فوق العاده بالا
بسیار مهم است که دقت قالب بر دقت قطعه کار در طول فرآیند خمش تأثیر زیادی بگذارد. سایش قالب باید قبل از استفاده بررسی شود. روش بازرسی اندازه گیری طول از انتهای جلوی قالب بالایی تا شانه و طول بین شانه قالب پایینی است. برای قالب های معمولی، انحراف در هر متر باید حدود 0.0083 ± میلی متر باشد و انحراف طول کل نباید بیشتر از 0.127 ± میلی متر باشد. در مورد قالب سنگ زنی دقیق، دقت در هر متر باید 0.0033 ± میلی متر باشد و دقت کل نباید بیشتر از 0.0508 ± میلی متر باشد. به طور کلی توصیه می شود از قالب های آسیاب ریز برای ماشین های خم کن الکترو هیدرولیک یا ماشین های خمش محور پیچشی و از قالب های معمولی برای ماشین های خم کن دستی استفاده شود.
بخش ابزار دستگاه پرس بریک CNC به شرح زیر است:

نصب ثابت اتوماتیک
قالب بالایی زمانی نصب می شود که لغزنده به نقطه مرگ بالا می رود، و سیستم گیره قالب می تواند چندین قالب را تا زمانی که فشار گیره اعمال شود در جای خود نگه دارد.
سیستم گیره هیدرولیک
سیستم بستن هیدرولیک موثرترین روش بستن است. دستگاه های جدید و قدیمی می توانند از این سیستم گیره استفاده کنند و در زمان و هزینه صرفه جویی کنند. اگر سطح باربر دستگاه خم کن قدیمی آسیب دیده باشد، سیستم گیره هیدرولیک بهترین انتخاب برای رفع آسیب خواهد بود و در عین حال کارایی گیره و نصب را نیز بهبود می بخشد.

به طور خودکار در جای خود فشار دهید
هنگامی که فشار گیره اعمال می شود، قالب بالایی به سمت بالا کشیده می شود و به طور خودکار در جای خود فشرده می شود. این کار نیاز به فشار دادن قالب فوقانی به کف قالب در طول فرآیند خم شدن را از بین می برد.
انتخاب پانچ / قالب
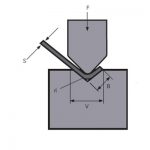
ابتدا ضخامت ورقی که باید خم شود را تعیین کنید. به عنوان مثال، شما می خواهید صفحات 0.75mm تا 6.30mm را خم کنید. سپس، ضخامت نازک ترین ورق را در 8 ضرب کنید تا حداقل اندازه V-die مورد نیاز را تخمین بزنید. در این مثال، یک صفحه 0.75mm حداقل قالب مورد نیاز است، بنابراین 0.75×8=6. سوم، ضخامت ضخیم ترین ورق را در 8 ضرب کنید تا حداکثر اندازه قالب V شکل مورد نیاز برآورد شود.
اصل 8 برابر
یعنی دهانه قالب V شکل باید 8 برابر ضخامت ورق باشد. ضخامت ورق را در 8 ضرب کنید تا نزدیکترین قالب انتخاب شود. به عنوان مثال، یک صفحه با ضخامت 1.5 میلی متر به یک قالب 12 میلی متری (1.5×8=12 میلی متر) نیاز دارد. اگر یک صفحه 3.0 میلی متری باشد، یک قالب 24.0 میلی متری مورد نیاز است. (3.0×8=24.0). این نسبت می تواند بهترین انتخاب زاویه را ارائه دهد، به همین دلیل است که بسیاری از مردم آن را "بهترین انتخاب" می نامند. بیشتر نمودارهای خمشی منتشر شده نیز بر روی این فرمول متمرکز شده اند.
قوانین انتخاب مدل
قانون انتخاب برای خم کردن قطعات کار L شکل این است که هیچ قانونی وجود ندارد، تقریباً از هر قالب بالایی می توان استفاده کرد. بنابراین هنگام انتخاب قالب های رویی برای گروهی از قطعات کار، می توان قطعات کار L شکل را آخرین بار در نظر گرفت، زیرا تقریباً هر قالب بالایی می تواند آنها را خم کند. هنگام خم کردن این قطعات کار L شکل، توصیه می شود از قالب های بالایی استفاده کنید که می توانند سایر قطعات کار را نیز خم کنند. هنگام خرید قالب، هر چه کمتر، بهتر است. این نه تنها برای به حداقل رساندن هزینه های قالب بلکه برای کاهش تعداد قالب های مورد نیاز و کاهش زمان نصب است.


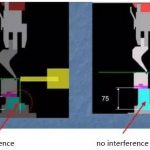
هنگامی که قسمت بالایی قطعه کار طولانی تر از قسمت پایینی باشد، یک قالب گردن غاز مورد نیاز است. وقتی قسمت بالایی قطعه کار کوتاهتر از قسمت پایینی باشد، هر قالب بالایی خوب است. هنگامی که طول بخش بالایی و پایینی قطعه کار یکسان باشد، یک قالب فوقانی با زاویه حاد مورد نیاز است. به طور خلاصه، قانون انتخاب قالب بالا عمدتاً به تداخل قطعه کار بستگی دارد، جایی که نرم افزار شبیه سازی خمش می تواند نقش مهمی ایفا کند. اگر سیستم مورد استفاده نمی تواند وضعیت خمش را شبیه سازی کند، می توانید از نقشه با پس زمینه شبکه برای بررسی دستی تداخل قطعه کار قالب بالایی استفاده کنید، همانطور که در شکل زیر نشان داده شده است.


بدون قالب تورفتگی
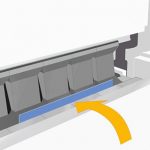
تقریباً همه قالبهای معمولی ماشین خمکن V شکل، برخی از آثار را روی قطعه کار به جا میگذارند، این به این دلیل است که فلز در طول خمش به داخل قالب فشرده میشود. در بیشتر موارد، علائم کوچک یا قابل قبول هستند. افزایش شعاع می تواند علائم را کاهش دهد. اما گاهی اوقات حتی کوچکترین علائم غیر قابل قبول هستند، مانند صفحات رنگ شده یا صیقلی قبل از خم شدن. همانطور که در شکل زیر نشان داده شده است می توان از درج های نایلونی برای از بین بردن فرورفتگی ها استفاده کرد. خمش بدون فرورفتگی به ویژه برای هواپیماهای ساخته شده یا قطعات هوافضا مهم است زیرا بازرسی یک قطعه با چشم غیر مسلح و تشخیص خراش ها و ترک ها برای بازرسان دشوار است.

محصولات مرتبط
 نحوه انتخاب تناژ دستگاه پرس ترمز هیدرولیک
نحوه انتخاب تناژ دستگاه پرس ترمز هیدرولیک- محلول کارآمد خمش صفحات متوسط و ضخیم WILA
- از مهارت های ماشین خم کن CNC استفاده کنید
- توالی خم معمولی و مشخصات استفاده روزانه قالب ماشین خم
- محاسبه نیروی خمش در حین خمش آزاد ماشین خمکاری ورق فلز
- قالب های پرس بریک از چه چیزی ساخته شده اند؟ ابزار پرس بریک چیست؟
- چند نوع ترمز پرس هیدرولیک
- چرا یک سیستم جبران را به ماشین خم کن پرس ترمز اضافه کنید؟
- پرس بریک کرونینگ چیست؟
- نحوه محاسبه میزان خمش برای ترمز فشاری