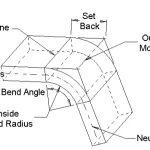
شما پرس بریک خود را دارید که به گونه ای تنظیم شده است که مواد خود را دقیقاً در جایی که می خواهید خم کنید، دقیقاً در زاویه ای که کار نیاز دارد. شکل دهی شما در حال انجام است، اعداد و ارقام شما به هم ریخته است و پرس بریک مطمئن شما فقط منتظر است تا کار خود را انجام دهد.

اما یک چیز حیاتی وجود دارد که به راحتی نادیده گرفته می شود و درک اینکه چگونه کار می کند و مهمتر از آن نحوه تنظیم آن حیاتی است. ما البته در مورد روند تاج گذاری صحبت می کنیم.
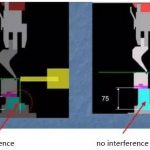
زمانی که قطعات بلند یا بزرگ خم میشوند، تاجگذاری وارد عمل میشود، همچنین میتواند برای ترمزهای فشاری طولانیتر و سنگینتر و آنهایی که در انتهای بالای مقیاس قدرت قرار دارند، مفید باشد. هنگامی که بار برای تشکیل یک خم اعمال می شود، درجه ای از انحراف رخ می دهد. این باعث تغییر شکل می شود و به این معنی است که اگر خم شما در انتها دقیق باشد، به لطف سیستم سرو هیدرولیک و پیستون ها در انتهای تیر، ممکن است همیشه نزدیک به مرکز قطعه کار شما نباشد.
این یک مورد از خطای اپراتور یا مشکلی با Press Brake شما نیست. این بیشتر یک واقعیت ساده از علم مواد و فیزیک است. فرآیند جبران آن پدیده، به طور خلاصه، تاج گذاری است.
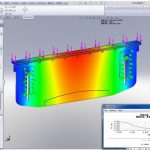
برای اطمینان از خمش ثابت در طول کامل قطعه کار، یک سیستم تاج گذاری بسیار مهم است، این سیستم می تواند در تیر پرس ترمز، در خود جدول یا حتی هر دو باشد. این اطمینان را ایجاد می کند که زوایای مرکز پرتو شما با زوایای انتها مطابقت داشته باشد و در مقابل آن انحراف دقیقاً در جایی که جبران نیاز است جبران می شود. تاج هیدرولیک تمایل دارد به ترمزهای فشاری امروزی تعبیه شود. همچنین سیستمهای گوهای CNC وجود دارد که ممکن است به عنوان یک افزودنی توسط تامینکننده ابزار یا سازنده Press Brake ارائه شود.
1. کرونگ هیدرولیک
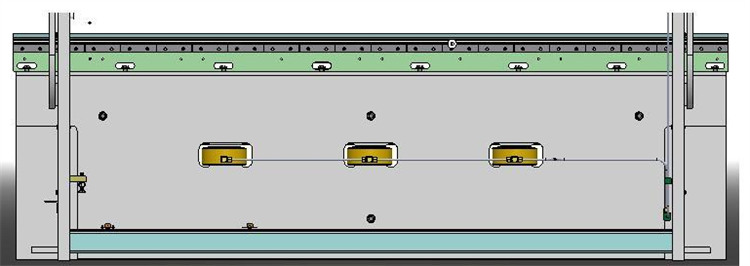
بر روی قاب پرس بریک، علاوه بر نصب دو سیلندر هیدرولیک در دو طرف، یک سیلندر هیدرولیک کمکی دیگر نیز در وسط دستگاه نصب کنید. هنگامی که سکته مغزی پایین، سیلندر کمکی با روغن مایع تشکیل شده و به سمت پایین می رود. در طول فرآیند خمش، ورودی روغن هیدرولیک به سیلندر کمکی، به طوری که لغزنده برای جبران خمش رو به پایین ایجاد می کند.
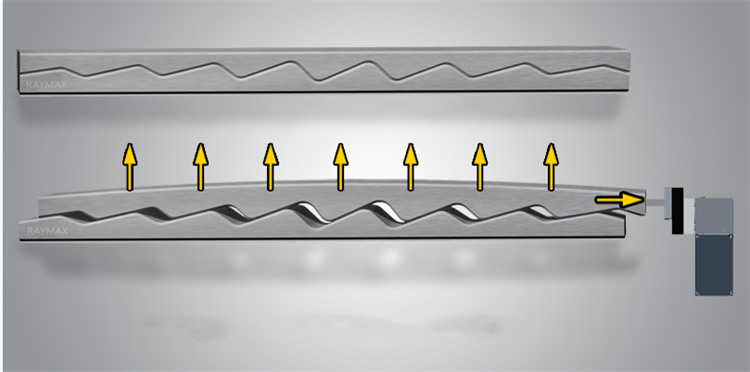
سیلندر هیدرولیک کمکی را در قسمت پایین میز کار نصب کنید. در طول فرآیند خمش، نیروی رو به بالا روی میز کار ایجاد می کند که سیستم تاج گذاری خودکار را تشکیل می دهد.
دستگاه جبران فشار از چند سیلندر کوچک روغن تشکیل شده است. متشکل از یک سیلندر روغن، یک مادربرد، یک صفحه کمکی و یک شفت پین و یک سیلندر جبران کننده روی میز کار قرار می گیرد و یک سیستم جبران فشار با یک شیر تخلیه متناسب تشکیل می شود.
هنگام کار. صفحه کمکی سیلندر روغن را پشتیبانی می کند، سیلندر روغن مادربرد را بالا نگه می دارد. فقط بر تغییر شکل لغزنده و میز کار غلبه می کند. دستگاه محدب توسط یک سیستم کنترل عددی کنترل می شود، به طوری که می توان پیش بار را با توجه به ضخامت صفحه، دهانه قالب و استحکام کششی مواد در هنگام خم کردن مواد مختلف ورق تعیین کرد.
مزیت روکش هیدرولیک این است که می تواند جبران انحراف را برای تغییر شکل متغیر پیوسته با انعطاف پذیری جبرانی زیاد متوجه شود، اما برخی از معایب ساختار پیچیده و هزینه نسبتا بالا وجود دارد.

2. تاج گذاری مکانیکی
تاج گذاری مکانیکی نوعی روش جدید جبران انحراف است که به طور کلی از ساختار گوه ای مایل مثلثی استفاده می شود.
اصل این است که بلوک گوه دو مثلثی با یک زاویه، گوه بالایی در حال حرکت i در جهت x ثابت است. فقط می تواند در جهت y حرکت کند. هنگامی که گوه فاصله را در امتداد جهت x حرکت می دهد، گوه بالایی تحت نیروی گوه پایینی فاصله h را بالا می برد. که اصل تاج گذاری مکانیکی است.
با توجه به ساختار جبران مکانیکی موجود. دو صفحه تقویت کننده در تمام طول روی میز کار قرار می گیرند، صفحات بالایی و پایینی از طریق فنر دیسکی و ربات ها به هم متصل می شوند. صفحات فوقانی و پایینی شامل تعدادی گوه مورب با شیب های مختلف است که از طریق محرک موتور آنها را نسبتاً متحرک، شکل دهنده و منحنی ایده آل برای مجموعه ای از موقعیت های محدب می کند.

محصولات مرتبط
 نحوه انتخاب تناژ دستگاه پرس ترمز هیدرولیک
نحوه انتخاب تناژ دستگاه پرس ترمز هیدرولیک- نحوه محاسبه میزان خمش برای ترمز فشاری
- چرا یک سیستم جبران را به ماشین خم کن پرس ترمز اضافه کنید؟
- نمایشگاه کانتون
- پرس ترمز 40 تنی چین
- قوانین عملکرد ایمن دستگاه پرس قدرت هیدرولیک
- 10 تولید کننده برتر پرس پاور چین
- قالب های پرس بریک از چه چیزی ساخته شده اند؟ ابزار پرس بریک چیست؟
- نحوه انتخاب قالب مناسب ماشین خم کن پرس بریک
- توالی خم معمولی و مشخصات استفاده روزانه قالب ماشین خم