مزیت ماشین ترمز پرس هیدرولیک CNC

1. عملیات آسان
پرس ترمز CNC کارکردن بسیار آسانی دارد و دستگاهی است که کار کمتری انجام می دهد. بنابراین اپراتور می تواند ماشین های زیادی را در یک زمان مدیریت کند. این ماشین ها را می توان به سادگی از طریق لمس، احساس و صدای اپراتور کار کرد. علاوه بر این، آنها بسیار کاربر پسند هستند و یک سیستم کنترلی بسیار قدرتمند دارند.
2. برنامه نویسی انعطاف پذیر
برنامه نویسی انعطاف پذیر پرس بریک CNC اپراتور را قادر می سازد دستگاه را به زبان انگلیسی ساده یا هر زبان مناسب دیگری کنترل کند.

انواع مختلفی از عملیات قابل انجام نیز به عنوان گزینه در منو موجود است. پس از انتخاب عملیات مورد نیاز، لیست دیگری از سوالات مربوط به زمان چرخه، مواد، فشارها و سایر عناصر مرتبط با فرآیند تولید روی صفحه ظاهر می شود. و پس از اینکه اپراتور پاسخ ها را در دستگاه وارد کرد، قبل از شروع کار مربوطه، مقادیر برای تأیید روی صفحه نمایش داده می شود.
3. طراحی مدرن
پرس ترمز CNC دارای طراحی مدرنی است که اپراتور را قادر می سازد تا به راحتی ترتیب خم ها را ترتیب دهد. همچنین به اپراتور کمک می کند تا محصول مورد نیاز را به سرعت تولید کند. علاوه بر این، اپراتور دیگر مجبور نیست مقدار فشار مورد نیاز را برای ایجاد درجه خاصی از خمش تخمین بزند. حتی سایر عوامل مانند طول فلنج، نوع ماده، میزان ضخامت و درجه خمش را می توان مستقیماً وارد واحد کنترل CNC کرد. قطعه ای که قرار است ساخته شود را می توان در دو نسخه نهایی یا سه بعدی مشاهده کرد. علاوه بر این، پس از برنامه ریزی قسمت اول بر روی دستگاه یا از طریق یک رایانه آفلاین، یک اپراتور کمتر ماهر نیز می تواند قطعات بعدی را به راحتی تولید کند.

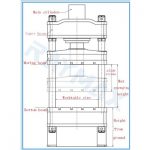
4. دو ترازو خطی روی صفحات C در دو طرف نصب شده است.
ما آن را روی میز کار ثابت می کنیم تا اثر یون انحراف در حین کار از بین برود. مقیاس خطی هر دو موقعیت انتهایی رام (Y1، Y2) را بررسی کرده و سیگنال ارسال می کند. پس از تقویت توسط تقویت کننده CNC، سیگنال به کامپیوتر بازگردانده می شود. سپس کامپیوتر حجم روغنی که قرار است وارد سیلندرها شود را کنترل می کند. بنابراین موازی رم و میز کار را می توان تحت ± 0.01 میلی متر کنترل کرد.
5. تطبیق پذیری: هر ضخامت و نوع ماده (در محدوده فیزیکی ترمز)، از جمله قطعات پیچیده مانند شاسی/براکت الکترونیکی را خم کنید.
6. سیستم DELEM دارای تست خودکار و توابع خود تشخیصی است. همچنین برنامه نویسی شامل اندازه های صفحه برای خم شدن، ابعاد قطعه کار و انتخاب ابزار می باشد. سپس سیستم CNC می تواند نیروی خمشی و موقعیت گیج عقب و رام را به طور خودکار محاسبه کند. همچنین رله زمان نفوذ و فشار دادن قوچ قابل محاسبه است. شیر تناسبی الکتروهیدرولیک با کیفیت عالی می تواند هماهنگی هر دو سیلندر را تضمین کند و همچنین ظرفیت خوبی برای مقابله با بارهای غیرعادی دارد.

7. گیج پشتی پیچ رولینگ و راهنمای نورد را اتخاذ می کند، بنابراین دقت موقعیت یابی مجدد محور X می تواند به ± 0.1 میلی متر برسد.
8. قطعات کشویی اصلی مانند سیلندرها، میله پیستون، راهنما، همه با درمان مقاومت در برابر سایش هستند.
9. سیستم CNC سکته مغزی دستگاه ترمز پرس هیدرولیک CNC و گیج عقب را با دقت خوب کنترل می کند.
معایب دستگاه پرس هیدرولیک CNC بریک
1. جابجایی مواد: مشکل در جابجایی مواد با ورق های بزرگ
2. ابزار: ابزار پایین و بالا مورد نیاز است
3. طول فلنج باید در طول کل عملیات خمش در سراسر قالب گسترش یابد و اندازه فلنج را محدود کند
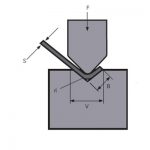
4. پشت فنری: در پایان خمش، برگشت فنری به دلیل بازیابی تغییر شکل الاستیک اتفاق می افتد، همانطور که در شکل 1 نشان داده شده است. پدیده برگشت به طور مستقیم بر دقت ابعاد قطعه کار تأثیر می گذارد و باید کنترل شود. اقدامات فرآیندی انجام شده در این زمینه عبارتند از: ① روش جبران زاویه. اگر قطعه کار زاویه خم 90 درجه، خم ماشین زیر شکاف (V شکل) زاویه باز می تواند 78 درجه انتخاب شده است.

شکل 1
زمان اعمال فشار با روش تصحیح افزایش می یابد. اصلاح فشار را در پایان خمش انجام دهید تا زمان تماس قالب بالایی، قطعه کار و شیار پایینی دستگاه خم کن افزایش یابد تا درجه تغییر شکل پلاستیک در فیله شیار پایین افزایش یابد، به طوری که تمایل به برگشت الیاف را افزایش دهد. در ناحیه تنش و فشار با یکدیگر مخالف است و در نتیجه بمب برگشتی را کاهش می دهد.
محصولات مرتبط
 اصل کار و ترکیب ماشین خم کن ترمز پرس CNC
اصل کار و ترکیب ماشین خم کن ترمز پرس CNC- محلول کارآمد خمش صفحات متوسط و ضخیم WILA
- نحوه انتخاب تناژ دستگاه پرس ترمز هیدرولیک
- 10 تولید کننده برتر پرس پاور چین
- نحوه انتخاب ماشین ترمز پرس هیدرولیک CNC مناسب
- 4 مرحله برای شناخت سیستم E21 خم کن ورق فلزی CNC
- پرس بریک کرونینگ چیست؟
- نحوه کار با دستگاه برش گیوتین
- تعمیر و نگهداری دستگاه پرس هیدرولیک پاور
- قوانین عملکرد ایمن دستگاه پرس قدرت هیدرولیک