RAYMAX یکی از بهترین تولید کنندگان پرس برک در چین است که اطلاعات حرفه ای در مورد ترمزهای ورق فلزی CNC دارد. این مقاله عمدتاً به معرفی عملکرد سیستم E21 CNC دستگاه خم کن پرس بریک می پردازد که برای هدایت عملکرد کاربر استفاده می شود. همه می توانند این مقاله را مطالعه کنند و در هنگام خرید یا قبل از استفاده از آن به موارد ضروری تسلط پیدا کنند.
سیستم E21 کنترل نرم افزاری کاملی را فراهم می کند، اما هیچ وسیله حفاظت مکانیکی ایمنی برای اپراتور یا ماشین ابزار وجود ندارد. بنابراین، هنگامی که سیستم از کار می افتد، ماشین ابزار باید بتواند اپراتور و دستگاه حفاظت خارجی ماشین ابزار را فراهم کند.
1. معرفی محصول
این محصول مجهز به دستگاه پرس بریک مخصوص کنترل عددی است که برای کاربران مختلف قابل اجرا می باشد. بر اساس اطمینان از دقت کار، هزینه ماشین های خم کن کنترل عددی به طور قابل توجهی کاهش می یابد.
ویژگی های سیستم E21:
- کنترل موقعیت گیج عقب.
- کنترل موقعیت یابی هوشمند
- قرارگیری یک طرفه و دو طرفه فاصله دوک را به طور موثر حذف می کند.
- توابع جمع کردن
- جستجوی خودکار مرجع
- پشتیبان گیری و بازیابی پارامترهای یک کلیدی.
- نمایه سازی سریع موقعیت
- فضای ذخیره سازی 40 برنامه، هر برنامه دارای 25 مرحله است.
- حفاظت خاموش.
2. پنل عملیات
پانل عملیات در شکل 1-1 نشان داده شده است.
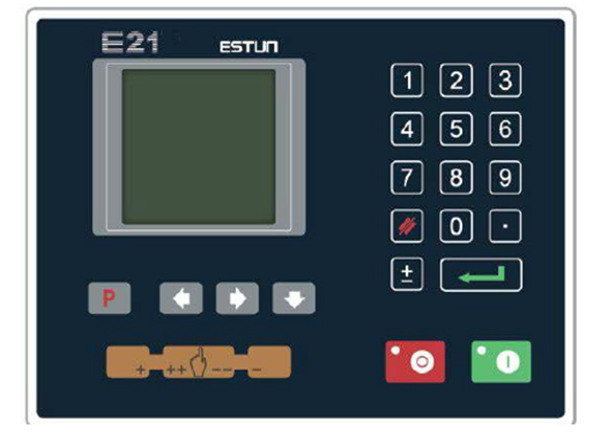
شکل 1-1
جدول 1-1 شرح عملکردهای کلیدی
| کلید | شرح عملکرد |
| کلید حذف: تمام داده ها را در قسمت ورودی در پایین سمت چپ نمایشگر حذف کنید. | |
 | کلید را وارد کنید: محتوای ورودی را تأیید کنید. اگر محتوایی وارد نشود، کلید عملکردی مشابه کلید جهت دارد |
 | کلید شروع: راه اندازی خودکار، گوشه سمت چپ بالای کلید LED های نشانگر عملکرد است. هنگامی که عملیات شروع می شود، این LED نشانگر روشن است. |
 | کلید توقف: توقف عملیات، گوشه سمت چپ بالای کلید LED نشانگر توقف است. هنگام راه اندازی معمولی و بدون عملیات، این LED نشانگر روشن می شود. |
| کلید جهت چپ: صفحه به جلو، مکان نما حذف شود. | |
| کلید جهت راست: صفحه به عقب، مکان نما حذف شود. | |
| کلید جهت پایین: پارامتر را به سمت پایین انتخاب کنید. | |
| سوئیچ عملکرد: روی صفحات عملکرد مختلف جابجا شوید. | |
| کلید نمادین: نماد ورودی کاربر یا شروع تشخیص. | |
| کلید عددی: هنگام تنظیم پارامتر، مقدار ورودی. | |
| کلید نقطه اعشاری: هنگام تنظیم پارامتر، نقطه اعشار را وارد کنید. | |
 | کلید حرکت دستی: در صورت تنظیم دستی، جسم تنظیم را با سرعت کم در جهت جلو حرکت کنید. |
 | کلید حرکت دستی: در صورت تنظیم دستی، جسم تنظیم را با سرعت کم در جهت عقب حرکت دهید. |
 | کلید انتخاب با سرعت بالا: در صورت تنظیم دستی، این کلید را فشار داده و فشار دهید |
3. نمایشگر
دستگاه کنترل عددی E21 از نمایشگر LCD ماتریس 160*160 نقطه استفاده می کند. ناحیه نمایش در شکل 1-2 نشان داده شده است.
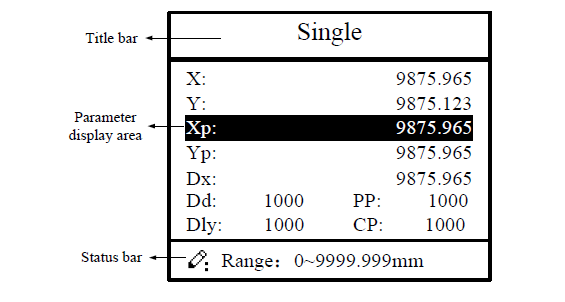
شکل 1-2 ناحیه نمایش
نوار عنوان: نمایش اطلاعات مربوط به صفحه فعلی، مانند نام آن و غیره.
ناحیه نمایش پارامتر: نمایش نام پارامتر، مقدار پارامتر و اطلاعات سیستم.
نوار وضعیت: نمایش ناحیه اطلاعات ورودی و پیام فوری و غیره.
4. روش عملیات اساسی
رویه اصلی سوئیچ و عملکرد دستگاه در شکل 1-3 نشان داده شده است.
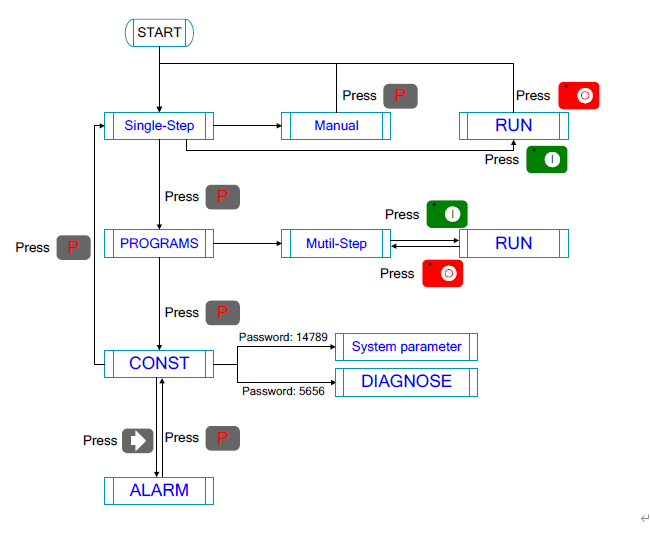
شکل 1-3
محصولات مرتبط
 چرا یک سیستم جبران را به ماشین خم کن پرس ترمز اضافه کنید؟
چرا یک سیستم جبران را به ماشین خم کن پرس ترمز اضافه کنید؟- پرس ترمز 40 تنی چین
- قالب ماشین خم کن ترمز چینی
- چند نوع ترمز پرس هیدرولیک
- نحوه انتخاب ماشین ترمز پرس هیدرولیک CNC مناسب
- اصل کار و ترکیب ماشین خم کن ترمز پرس CNC
- تعمیر و نگهداری دستگاه پرس هیدرولیک پاور
- مزایا و معایب ماشین پرس بریک
- قالب های پرس بریک از چه چیزی ساخته شده اند؟ ابزار پرس بریک چیست؟
- پرس بریک کرونینگ چیست؟