1. اصول ساختاری مختلف
اصول طراحی دو مدل متفاوت است و در نتیجه ساختارهای متفاوتی برای اطمینان از همگام سازی در دو طرف لغزنده خمشی ایجاد می شود. دستگاه خمش محور پیچشی از یک محور پیچشی برای اتصال میله های چرخش چپ و راست استفاده می کند تا یک محور پیچشی را ایجاد کند که مکانیزم همگام سازی را مجبور می کند تا سیلندرها را در هر دو طرف بالا و پایین حرکت دهد، بنابراین دستگاه خمش همگام سازی محور پیچشی یک روش همگام سازی اجباری مکانیکی است. ، و موازی بودن نوار لغزنده را نمی توان به طور خودکار بررسی کرد میانجیگری خودکار.
دستگاه خم سنکرون الکترو هیدرولیک برای نصب یک مقیاس مغناطیسی (نوری) بر روی نوار لغزنده و صفحه دیوار است. سیستم کنترل عددی می تواند همزمان سازی هر دو طرف نوار لغزنده را از طریق اطلاعات بازخورد مقیاس مغناطیسی (نوری) در هر زمان تجزیه و تحلیل کند. اگر خطایی وجود داشته باشد، سیستم کنترل عددی از طریق شیر سروو الکتروهیدرولیک تناسبی تنظیم میشود تا حرکت در دو طرف لغزنده را همگامسازی کند. سیستم کنترل عددی، گروه دریچه کنترل هیدرولیک و مقیاس مغناطیسی، کنترل حلقه بسته بازخورد دستگاه خمش سنکرون الکترو هیدرولیک را تشکیل می دهند.

2. دقت
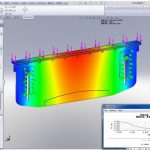
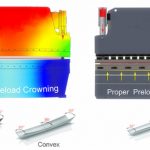
موازی بودن نوار لغزنده زاویه قطعه کار را تعیین می کند. دستگاه خم کن سنکرون محور پیچشی به طور مکانیکی هماهنگ سازی لغزنده را بدون بازخورد خطای زمان واقعی حفظ می کند و خود دستگاه نمی تواند تنظیمات خودکار را انجام دهد. علاوه بر این، ظرفیت بار جزئی آن ضعیف است (ماشین خم کن سنکرون محور پیچشی از محور پیچشی استفاده می کند تا مکانیزم همگام سازی را مجبور کند تا سیلندرها را از هر دو طرف بالا و پایین حرکت دهد. اگر بار جزئی طولانی مدت باعث تغییر شکل محور پیچشی شود. .)، دستگاه خم کن سنکرون الکترو هیدرولیک یک سیستم از طریق الکتریکی متناسب است. گروه دریچه مایع همگام سازی لغزنده را کنترل می کند و مقیاس مغناطیسی (نوری) بازخورد خطای بلادرنگ را ارائه می دهد. اگر خطایی وجود داشته باشد، سیستم از طریق دریچه تناسبی تنظیم می شود تا همگام سازی لغزنده حفظ شود.
3. سرعت
دو نکته در کار ماشین وجود دارد که سرعت کارکرد آن را تعیین می کند: (1) سرعت لغزنده، (2) سرعت بک گاج، (3) مرحله خم شدن.
دستگاه خم کن سنکرون محور پیچشی از یک سیلندر 6:1 یا 8:1 استفاده می کند که کند است، در حالی که دستگاه خم کن سنکرون الکترو هیدرولیک از سیلندر 13:1 یا 15:1 استفاده می کند که سریع است. بنابراین سرعت پایین سریع و سرعت برگشت دستگاه خم کن سنکرون الکترو هیدرولیک بسیار بیشتر از دستگاه خم کن سنکرون پیچشی است.
هنگامی که لغزنده دستگاه خمش سنکرون محور پیچشی به سمت پایین حرکت می کند، اگرچه سرعت عملکردهای سریع و کاهش سرعت را دارد، سرعت پایین و برگشت سریع تنها 80 میلی متر بر ثانیه است و سوئیچینگ سریع و آهسته صاف نیست. سرعت حرکت بک گاج تنها 100 میلی متر بر ثانیه است.
اگر قطعه کار نیاز به خم شدن در چند مرحله داشته باشد، هر فرآیند دستگاه خم کن سنکرون محور پیچشی باید به طور جداگانه تنظیم شود و فرآیند پردازش بسیار دشوار است. با این حال، دستگاه سنکرون الکترو هیدرولیک می تواند فرآیند هر مرحله را از طریق رایانه تنظیم و ذخیره کند و می تواند به طور مداوم کار کند که سرعت مرحله خمش را تا حد زیادی بهبود می بخشد و راندمان کار را بهبود می بخشد.
هنگامی که نوار لغزنده دستگاه خم کن سنکرون الکتروهیدرولیک پایین می آید، سرعت دارای عملکردهای سریع و کاهش سرعت است. سرعت پایین و برگشت سریع می تواند به 200 میلی متر بر ثانیه برسد و تبدیل سریع و آهسته صاف است که می تواند کارایی تولید را تا حد زیادی بهبود بخشد. در عین حال سرعت حرکت بک گاج به 300 میلی متر بر ثانیه می رسد.
4. قدرت
به دلیل طراحی خاص خود، دستگاه خمش سنکرون پیچشی نمی تواند تحت بار خارج از مرکز خم شود. اگر به مدت طولانی تحت بار خارج از مرکز خم شود، باعث تغییر شکل محور پیچشی می شود. دستگاه خم کن CNC سنکرون الکترو هیدرولیک چنین مشکلی ندارد. محورهای Y1 و Y2 در سمت چپ و راست به طور مستقل عمل می کنند، بنابراین می توان آن را تحت بار جزئی خم کرد. راندمان کاری یک دستگاه خم کن سنکرون الکترو هیدرولیک می تواند معادل دو تا سه دستگاه خم کن سنکرون محور پیچشی باشد.
محصولات مرتبط
 اصل کار و ترکیب ماشین خم کن ترمز پرس CNC
اصل کار و ترکیب ماشین خم کن ترمز پرس CNC- چرا یک سیستم جبران را به ماشین خم کن پرس ترمز اضافه کنید؟
- مقایسه و انتخاب سیستم های CNC پرس بریک
- 4 مرحله برای شناخت سیستم E21 خم کن ورق فلزی CNC
- نحوه جبران انحراف برای خم کن ورق فلزی CNC
- پرفروش ترین پرس هیدرولیک کارگاهی هیدرولیک فشار هیدرولیک تن هیدرولیک
- پرس ترمز 40 تنی چین
- قوانین عملکرد ایمن دستگاه پرس قدرت هیدرولیک
- محلول کارآمد خمش صفحات متوسط و ضخیم WILA
- خرابی های مکانیکی متداول و تعمیر و نگهداری ماشین های خم کننده پرس ترمز